


-
news

m/s. sterlite power ltd
EPC: tata Project ltd.
Equipment supplied:
reverse pulse jet, bunker ventilation system, mist type dust suppression system, tunnel & pressure ventilation system
M/S JK PAPERS LTD
EPC: THERMAX LTD.
EQUIPMENT SUPPLIED:
REVERSE PULSE JET, MIST TYPE DUST SUPPRESSION SYSTEM, BUNKER VENTILATION SYSTEM, TUNNEL & PRESSURE VENTILATION SYSTEMwelcome


The strict implementation of pollution norms by the govt combined with the social responsibility taken up by the corporates has created a huge demand for reliable and high performance equipments/systems for control of dust. This demand has resulted in Hyquip focusing on marketing these products beyond catering to their own plants and in a short span has bagged many orders which are under various stages of implementation.
The company involves from detail study of application to design, manufacture, supply and installation. It also extends its services to annual maintenance contracts (amc’s) to ensure a dust free environment in the plants.
Hyquip’s research n development group has developed reliable systems for dust extraction, dust suppression, industrial ventilation, service water and air systems.
-
DUST CONTROL PRODUCTS
hyquip´s
RANGE OF DUST CONTROL PRODUCTS
DUST EXTRACTION SYSTEMS
ZERO MOISTURE ADDITION
DUST SUPRESSION SYSTEM
OPEN AIR DUST CONTROL
tunnel ventilation
iNDUSTRIAL TUNNEL APPLICATIONS
cyclones
Seperation of Heavier Dust particles
hvac
CONTROL ROOMS VENTIALATION
ALLIED SYSTEMS
VARIOUS ADDONS -
DUST EXTRACTION SYSTEMS
hyquip's dust extraction system employs dust collectors for extraction of dust from generation source, where moisture addition is not advisable.
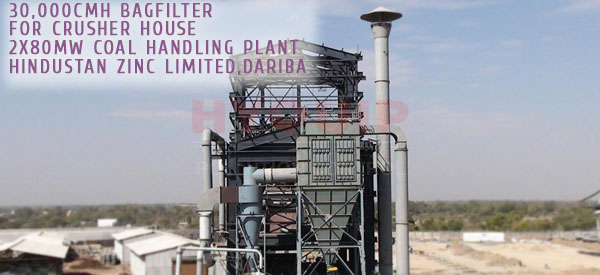
hyquip has a wide range of dust collectors ranging from 500cmh - 80,000cmh to cater for various industrial applications. hyquip's innovative approach to refinement has created a feature of replacing bags from the sideways as a catridge, reducing approaches required to maintain from top of the collector. based on the application, different types of filter bags and cages are selected.
manual shaking bagfilter
low dust generation applications
motorized de-dusting
medium dust generation applications
reverse-air
Medium Dust Generation Applications
cyclones
Seperation of Heavier Dust particles
reverse pulse-jet
High Dust Generation Applications
wet reverse-pulse jet
Hot Dust Applications
blowers
A product by itself -
Our Clients

vedanta group
pollution control turnkey EPC
triveni sugars
pollution control turnkey EPC
sterlite industries
pollution control turnkey EPC
SIMHADRI POWER LIMITED
pollution control turnkey EPC
SARDA METALS & ALLOYS LTD
pollution control turnkey EPC
S.V.POWER LIMITED
pollution control turnkey EPC
avant-garde e&c pvt. ltd
pollution control turnkey EPC
ARESMETA CAPTIVE POWERPLANT
pollution control turnkey EPC
hindusthan zinc ltd
pollution control turnkey EPC
ENMAS G.B POWER PROJECTS LIMITED
pollution control turnkey EPC
CHETTINAD CEMENTS LIMITED
8nos, dust extraction systems
Fichtner india ltd
pollution control turnkey EPC -
Our Address
HYQUIP SYSTEMS LTD
Near Gandhinagar post ofice,rtc cross roads, hyderabad-20, india.contact :
P.Sateesh
Asst. Manager Business Development
Mobile:
+91 934 720 8831
Telephone:
+91 403 028 7214
+91 403 028 7214
FAX:
+91 40 27611468
E-mail: pcd@hyquip.orgGet in Touch
-
dust extraction
MANUAL SHAKING BAG-FILTER

Manual shaking bagfilters,works on the same principle as motorised de-dusting bagfilters with an exception that the horizontal beam from which the bags are suspended is connected to a manual shaft which on crancking or rotating producecs vibrations that creates waves in the bag to shake off the dust cake.
the dirty gas enters from the bottom of the bagfilter and passes through the filters and dust gets collected in side the suface of the bag. they can be operated intermittently.
-
dust extraction
Motorised de-dusting

In mechanical-shaker baghouses, tubular filter bags are fastened onto a cell plate at the bottom of the baghouse and suspended from horizontal beams at the top. Dirty gas enters the bottom of the baghouse and passes through the filter, and the dust collects on the inside surface of the bags. Cleaning a mechanical-shaker baghouse is accomplished by shaking the top horizontal bar from which the bags are suspended. Vibration produced by a motor-driven shaft and cam creates waves in the bags to shake off the dust cake.
Shaker baghouses range in size from small, handshaker devices to large, compartmentalized units. They can operate intermittently or continuously. Intermittent units can be used when processes operate on a batch basis-when a batch is completed, the baghouse can be cleaned. Continuous processes use compartmentalized baghouses; when one compartment is being cleaned, the airflow can be diverted to other compartments.
The air to cloth ratio for shaker baghouses is relatively low, hence the space requirements are quite high. However, because of the simplicity of design, they are popular in the minerals processing industry.
-
dust extraction
reverse-air bagfilter
In reverse-air baghouses, the bags are fastened onto a cell plate at the bottom of the baghouse and suspended from an adjustable hanger frame at the top. Dirty gas flow normally enters the baghouse and passes through the bag from the inside, and the dust collects on the inside of the bags.
Reverse-air baghouses are compartmentalized to allow continuous operation. Before a cleaning cycle begins, filtration is stopped in the compartment to be cleaned. Bags are cleaned by injecting clean air into the dust collector in a reverse direction, which pressurizes the compartment. The pressure makes the bags collapse partially, causing the dust cake to crack and fall into the hopper below. At the end of the cleaning cycle, reverse airflow is discontinued, and the compartment is returned to the main stream.
The flow of the dirty gas helps maintain the shape of the bag. However, to prevent total collapse and fabric chafing during the cleaning cycle, rigid rings are sewn into the bags at intervals.
-
dust extraction
cyclones

Centrifugal collectors use cyclonic action to separate dust particles from the gas stream. In a typical cyclone, the dust gas stream enters at an angle and is spun rapidly. The centrifugal force created by the circular flow throws the dust particles toward the wall of the cyclone. After striking the wall, these particles fall into a hopper located underneath. The most common types of centrifugal or inertial collectors in use today are:
Single-cyclone separators
They create a dual vortex to separate coarse from fine dust. The main vortex spirals downward and carries most of the coarser dust particles. The inner vortex, created near the bottom of the cyclone, spirals upward and carries finer dust particles.Multiple-cyclone separators
Multiple-cyclone separators consist of a number of small-diameter cyclones, operating in parallel and having a common gas inlet and outlet. Multiple-cyclone separators operate on the same principle as cyclones—creating a main downward vortex and an ascending inner vortex. Multiple-cyclone separators are more efficient than single cyclones because they are longer and smaller in diameter. The longer length provides longer residence time while the smaller diameter creates greater centrifugal force. These two factors result in better separation of dust particulates. The pressure drop of Multiple-cyclone separator collectors is higher than that of single-cyclone separators. Multiple-cyclone separator dust collectors are found in all types of power and industrial applications, including pulp and paper plants, cement plants, steel mills, petroleum coke plants, metallurgical plants, saw mills and other kinds of facilities that process dust.single chamber cyclone is more efficient and economical than other separators -
dust extraction
reverse-pulsejet bagfilter

In reverse-pulse-jet baghouses, individual bags are supported by a metal cage (filter cage), which is fastened onto a cell plate at the top of the baghouse. Dirty gas enters from the bottom of the baghouse and flows from outside to inside the bags. The metal cage prevents collapse of the bag.
Bags are cleaned by a short burst of compressed air injected through a common manifold over a row of bags. The compressed air is accelerated by a venturi nozzle mounted at the reverse-jet baghouse top of the bag. Since the duration of the compressed-air burst is short (0.1s), it acts as a rapidly moving air bubble, traveling through the entire length of the bag and causing the bag surfaces to flex. This flexing of the bags breaks the dust cake, and the dislodged dust falls into a storage hopper below.
Reverse-pulse-jet dust collectors can be operated continuously and cleaned without interruption of flow because the burst of compressed air is very small compared with the total volume of dusty air through the collector. Because of this continuous-cleaning feature, reverse-jet dust collectors are usually not compartmentalized. The short cleaning cycle of reverse-jet collectors reduces recirculation and redeposit of dust. These collectors provide more complete cleaning and reconditioning of bags than shaker or reverse-air cleaning methods. Also, the continuous-cleaning feature allows them to operate at higher air-to-cloth ratios, so the space requirements are lower. This cleaning system works with the help of digital sequential timer attached to the fabric filter. this timer indicates the solenoid valve to inject the air to the blow pipe.
-
dust extraction
Wet type reverse pulse jet
wet type reverse-pulse-jet baghouses, works on the same principle of the reverese pulse jet. in this process, individual bags are supported by a metal cage (filter cage), which is fastened onto a cell plate at the top of the baghouse. Dirty gas enters from the bottom of the baghouse and flows from outside to inside the bags. The metal cage prevents collapse of the bag and the Bags are cleaned by a short burst of compressed air injected through a common manifold over a row of bags. The compressed air is accelerated by a venturi nozzle mounted at the reverse-jet baghouse top of the bag. Since the duration of the compressed-air burst is short (0.1s), it acts as a rapidly moving air bubble, traveling through the entire length of the bag and causing the bag surfaces to flex. This flexing of the bags breaks the dust cake, and the dislodged dust falls into a storage hopper below.
Reverse-pulse-jet dust collectors can be operated continuously and cleaned without interruption of flow because the burst of compressed air is very small compared with the total volume of dusty air through the collector. Because of this continuous-cleaning feature, reverse-jet dust collectors are usually not compartmentalized. The short cleaning cycle of reverse-jet collectors reduces recirculation and redeposit of dust. These collectors provide more complete cleaning and reconditioning of bags than shaker or reverse-air cleaning methods. Also, the continuous-cleaning feature allows them to operate at higher air-to-cloth ratios, so the space requirements are lower. This cleaning system works with the help of digital sequential timer attached to the fabric filter. this timer indicates the solenoid valve to inject the air to the blow pipe.
-
dust extraction
bunker ventilation system

wet type reverse-pulse-jet baghouses, works on the same principle of the reverese pulse jet. in this process, individual bags are supported by a metal cage (filter cage), which is fastened onto a cell plate at the top of the baghouse. Dirty gas enters from the bottom of the baghouse and flows from outside to inside the bags. The metal cage prevents collapse of the bag.
Bags are cleaned by a short burst of compressed air injected through a common manifold over a row of bags. The compressed air is accelerated by a venturi nozzle mounted at the reverse-jet baghouse top of the bag. Since the duration of the compressed-air burst is short (0.1s), it acts as a rapidly moving air bubble, traveling through the entire length of the bag and causing the bag surfaces to flex. This flexing of the bags breaks the dust cake, and the dislodged dust falls into a storage hopper below.
Reverse-pulse-jet dust collectors can be operated continuously and cleaned without interruption of flow because the burst of compressed air is very small compared with the total volume of dusty air through the collector. Because of this continuous-cleaning feature, reverse-jet dust collectors are usually not compartmentalized. The short cleaning cycle of reverse-jet collectors reduces recirculation and redeposit of dust. These collectors provide more complete cleaning and reconditioning of bags than shaker or reverse-air cleaning methods. Also, the continuous-cleaning feature allows them to operate at higher air-to-cloth ratios, so the space requirements are lower. This cleaning system works with the help of digital sequential timer attached to the fabric filter. this timer indicates the solenoid valve to inject the air to the blow pipe.
-
dust supression
dust supression

Dust Suppression is the application of water and/or chemicals, either to the body of material to prevent fines from being carried off into the air, or to the air above the material to return fugitive airborne fines to the material bed. A significant advantage of dust suppression is that the material does not have to be handled again. The suppressed dust returns to the main body of conveyed material and the process without requiring additional material handling equipment. The system works with the help of atomizing nozzles in series that is fitted in a manifold manner to cover the area. These high capacity nozzles produce a hollow cone spray pattern.
Our system produces very fine mist droplets that float freely in the air and create fog. The fine spray pattern covers the particular area continuously so that the dust gets heavier and falls down. The drops are very small and the spray pattern is affected by air frictions and currents several feet from the nozzle, depending on pressure and nozzle capacity. Hence, the particular area remains without any particulate matter, and the solid waste collected on the floor can be removed by cleaning the area. These various suppression technologies call for adding different volumes of moisture to the material.
-
dust supression
mist-type dust supression

Mist-type Dust Suppression system uses an ultra-fine stream of waterpumped at high pressure through single-fluid Atomizing nozzles. It does not require compressed air or an additional power source other than the electricity to run it’s pump. Single-fluid nozzles use hydraulic atomisation to generate the mist. Water is forced under pressure through a small orifice that shatters the water droplets into microscopic particles. The energy created by the high-pressure is used to atomise the water droplets, rather than increase water velocity, thereby minimising displaced air. By eliminating the compressed air requirement, single-fluid nozzles simplify installation and reduce operating costs. To keep nozzles clear, any suspended solids must be removed from the water. However, the low volume of water applied to the material makes this relatively easy to accomplish with good filtration.
Atomization is designed to reduce the surface tension of the water droplets, while increasing the number of droplets in a given area and eliminating the need for the addition of surfactants or other additives. The low level of water added through the fog/mist systems - typically at 0.01% to 0.05% by weight of the material - generally will not degrade the performance of the material.
-
dust supression
dry-fog supression

dry-fog Dust Suppression system is one method to optimise the application of water to dusty materials. These systems use special ultrasonic nozzles to produce extremely small water droplets (10 microns or less) in a dispersed mist. These droplets mix and agglomerate with dust particles of similar size, with the resulting larger combined particles falling back to the material body.
In agglomeration process the water droplets have to be in the same size as the dust particles in order for them to mix properly with the dust particles hence making the dust particles heavier and consequently arresting them and bringing them back to the source of generation.
-
dust supression
sprinklers

sprinkelers Used mainly where wetting is required over a wide area such as roadways and open yards. They are limited by the throw achievable from each head and rely on good water pressure and flow. Sizes are selected according to the application and the units can be set to spray full or part circle patterns. This ensures maximum areas are covered with the minimum of over lap between spray heads. Water consumption varies typically between 0.3 and 95 m3/hr.
-
dust supression
chem-jet type
chem-jet type Dust Suppression system is designed to add a controlled amount of water, with a wetting agent at application points to precondition the material and reduce the level of dust escaping into the atmosphere during operation. The fundamental philosophy is to suppress the dust before it becomes airborne which makes it a preventive form of Dust Control. The treatment is effected upon the material by spraying a finely atomized mist at strategic points by specially designed through a network of piping, pumping unit, dosing unit and flow control devices.
Chem-jet Dust Suppression System components/hardware provides add-on facilities for any bulk material handling plant without any major modification of the existing plant/equipment. Moisture addition is typically 0.5-1.5% depending upon the application.
-
tunnel ventilation
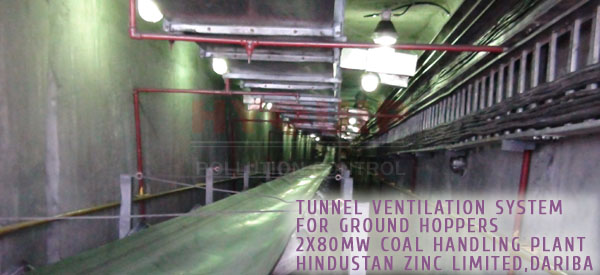
tunnel ventilations system

tunnel ventilation system in many of the plant layouts, based on the site conditions, occurence of tunnles is common across the industries. the equipment installed in the tunnel need maintainence thereby it neccesitates requirement of oxygen for the maintainence crew.
supplying of fresh air and removal of contaminated air with a minimum of 15 air changes per hour is successfuly carried out through blowers of various capacities to meet the system requirement. reduction of installation time is of a prime concern in the tunnels and we have succeded in reducing it to two days for half a kilometer tunnel with our innovative modular consstruction of ducting.
-
tunnel ventilation
push type tunnel ventilations system

push type tunnel ventilation system is used to provide a strong air flow which can reach a distant place. this type of system is suggested whereever there is no risk of scattering air brone contaminants. fd type centrifugal fans are employed in this system
-
tunnel ventilation
push-pull type tunnel ventilations system
push-pull type tunnel ventilation system is the most effecient way to maintain the optimum operational environment for the maintenance crew. in this system, hoods of the push and pull types are located in such a way that the fresh air is circulated and the contaminated air is collected and fushed out. this system is best suggested wherever the contaminated air cannot be left to the environment.
-
tunnel ventilation
wet type tunnel ventilations system
wet type tunnel ventilation system is employed in the underground locations where the working temperatures are more than ambient thus creating a stressful work environment. In this system certain amount of water is spread through the ventilation ducts which inturn reduces the working temperatures by providing fresh air. These systems are capable of reducing the ambient temperatures upto 5 degree centigrade.
-
hvac systems
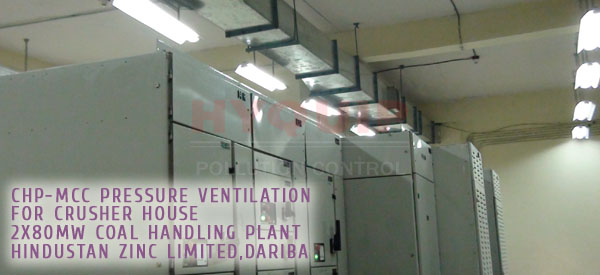
Hot air ventilation and air conditioning is the most effecient way to maintain the optimum operational environment for the electrical machinery and working crews in the MCC rooms. in this system, hoods of the pushtype or push & pull types are suggested in such a way that the fresh air is circulated and the contaminated air is collected and fushed out. this system is best suggested wherever the contaminated air cannot be left to the environment.
-
pressure ventilation

push-pull type tunnel ventilation system is the most effecient way to maintain the optimum operational environment for the maintenance crew. in this system, hoods of the push and pull types are located in such a way that the fresh air is circulated and the contaminated air is collected and fushed out. this system is best suggested wherever the contaminated air cannot be left to the environment.
-
hot-air exhaust
hot-air exhaust systems is employed mostly in the battery rooms and electrical feeder cabinets in power plants. Our expertise involves in desiging efficient system based on the heat generated by each and every equipment. this gives a good environment for the operation, instrumentation & control crew as well as increases the equipments life.
-
air-conditioning
air-conditioning for the turbine and generator buildings, operation rooms and control rooms is one of the major concern in modren power plants. desigining a system which consumes the least power and distributes conditioned air is one of the major tasks in this system design. however our expertise in the feild of industrial ventialtion and HVAC helps to solve the layout designing challange and our innnovative modular design of ducting helps to commission the system in record times leaving no remarks in the performance and asthetics.
-
dust extraction
blowers
blowers is the most effecient way to maintain the optimum oporational environment for the maintenance crew. in this system, hoods of the push and pull types are located in such a way that the fresh air is circulated and the contaminated air is collected and fushed out. this system is best suggested wherever the contaminated air cannot be left to the environment.
The axial-flow fans have blades that force air to move parallel to the shaft about which the blades rotate. Axial fans blow air along the axis of the fan, linearly, hence their name. This type of fan is used in a wide variety of applications. Standard axial flow fans have diameters from 300–400 mm or 1800 to 2000 mm and work under pressures up to 800 Pa.
centrifugal fan has a moving component (called an impeller) that consists of a central shaft about which a set of blades are positioned. Centrifugal fans blow air at right angles to the intake of the fan, and spin the air outwards to the outlet (by deflection and centrifugal force). The impeller rotates, causing air to enter the fan near the shaft and move perpendicularly from the shaft to the opening in the scroll-shaped fan casing. A centrifugal fan produces more pressure for a given air volume, and is used where this is desirable. They are typically quieter than comparable axial fans.
The crossflow or tangential fan, is used extensively in the HVAC industry. The fan is usually long in relation to the diameter, so the flow approximately remains two-dimensional away from the ends. The CFF uses an impeller with forward curved blades, placed in a housing consisting of a rear wall and vortex wall. Unlike radial machines, the main flow moves transversely across the impeller, passing the blading twice.
-
allied systems
allied systems
hyquip as a complete turnkey supplier for industrial pollution control systems offer various systems which helps the plants environment and maintainence crew safe health. Our specialization in the feild of industrial pollution control helps in arriving at optimum design and exposure to the allied systems makes us offer the complete turnkey solutions.
-
allied systems
potable water system
drinking water or potable water is always a basic need for the operation and maintainence cerew. this system collects the water from the source and stores in a location. this is never a power dependedent system hence requires no power through out the day. our expertise is involved in deciding the best layout and also selecting non-hazardous and non-reactive materials for distrubution.
-
allied systems
service water system
service water system or sometimes called as plant cleaning system is the major concern nowadays to maintain a clean environment in the plant. this system consists of a pumping station and tapping points all over the plant. this system is run only at the time of mantainence for cleaning the equipments and their surroundings.
hyquip innovative techniques help the systems ranging from 100-2000 meters installed in a maximum span of two working days. the modular designs and highly experienced crew are the best combination for reducing the installation time.
-
allied systems
service air system
service air system is a system which supplies the compressed air to all the locations of the plant which is very much essential for the current generation tools. this also is used in various applications for cleaning the premisis where water is a concern. our expertise helps in designing the optimum layouts and selecting the accessories in such a way, where the system will be completely leak proof.
-
allied systems
instrumentation air system
instrumentaion air system supplies the compressed air to all the locations of the plant whereever required, for the operation of equipments. This system is mostly employed for bag filters, chute gates etc. since this system is a continuous requirement for the plant operations, our expertise helps in deciding the best grade of materials and fool proof line design.
-
allied systems
sump pumps
sump pumps & coal pile run-off systems are employed to dump the slurries formed at various locations of the plant due to rain, cleaning or dust supression operations. this systems are very helpful for the plants which are having tunnels and huge stock piles. our expertise helps in efficiently pumping the slurries to the collection pits. we also extend our services furhter to this by providing solutions to take back the fuels or minerals from the slurries thus saving the minerals rather going as waste.
-
allied systems
eye-wash system
eye-wash is one of the demanding systems for material handling plants. this system falls under the catogory of health, fire and safety. this system consists of a manual operated showers and eye cleaning systems which helps the maintainance crew to clean the dust fallen in their eyes without touchhing their eyes. our design helps in easily accessing the pedals and chains even when the eyes of the crew are closed.
-
highlights
dedicated crew
Hyquip's extensive experience in handling large-scale projects has helped us to develop efficient processes for managing projects . We track the status of every job and our teams have constant access to project plans, engineering drawings, site audits, measurements and photos so that we stay informed and keep your project on schedule.
project management
Your dedicated project manager will plan out your installation and coordinate all team members, including the engineering design team, installation crew and utility inspectors. He will work closely with you to ensure smooth execution of your project. Your project manager will keep you apprised of project status every step of the wayservices
Hyquip as a leading material handling company embodies its same principles of delivering reliable and efficient systems to overcome the most challenging applications to the pollution control space aswell.
We care for our systems this reflects in the after service –offering one of a kind operation and maintenance contracts in this sector to ensure pollution free environment in the plants.
• Offering AMCs for 5 to 10 year terms.
• Guaranteed performance during the AMC term bearing all the man and
material costs.
• Centralized operations enable us to replace any defective components within
a week time.
• Best in its class inventory to meet the demands of the clients.
• Interactive training to the plants O&M team for increasing systems life.
• In house O& M teams, specialized Manufacturing facility,
reliable customization software etc.. to ensure quality systems and services.